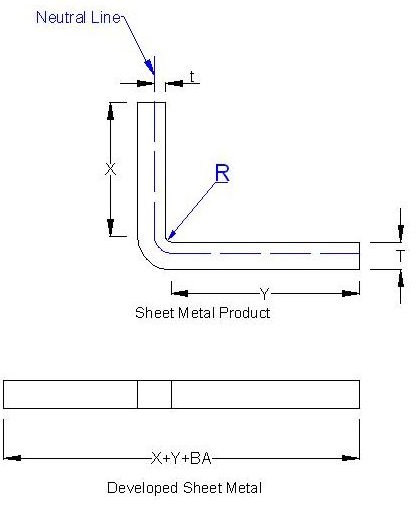
Sheet Metal Development Length Calculation Excel
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge

Bend Allowance Sheetmetal Me
Being Inventive Calculating Developed Length For Sheet Metal Bends Larger Than 90 Deg

How To To Measure Length Of Metal Sheet To Make A Cylinder Of A Certain Daimeter Quora
Sheet metal round fitting fabrication.
Sheet metal development length calculation excel.

Fabrication Formulas Sheetmetal Me

Sheetmetal Develope Length Calculation Youtube

Stretch Out Length Calculations Youtube
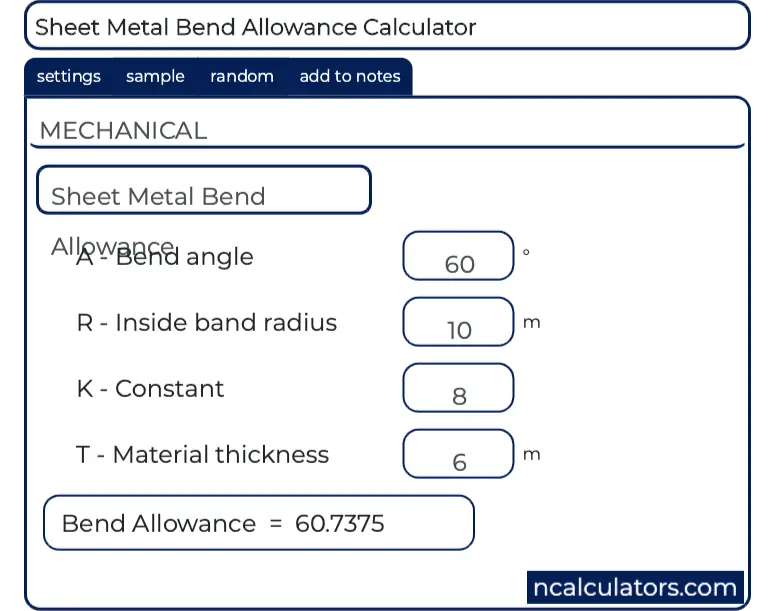
Sheet Metal Bend Allowance Calculator
What Is The Formula For Development Length Of Steel Quora
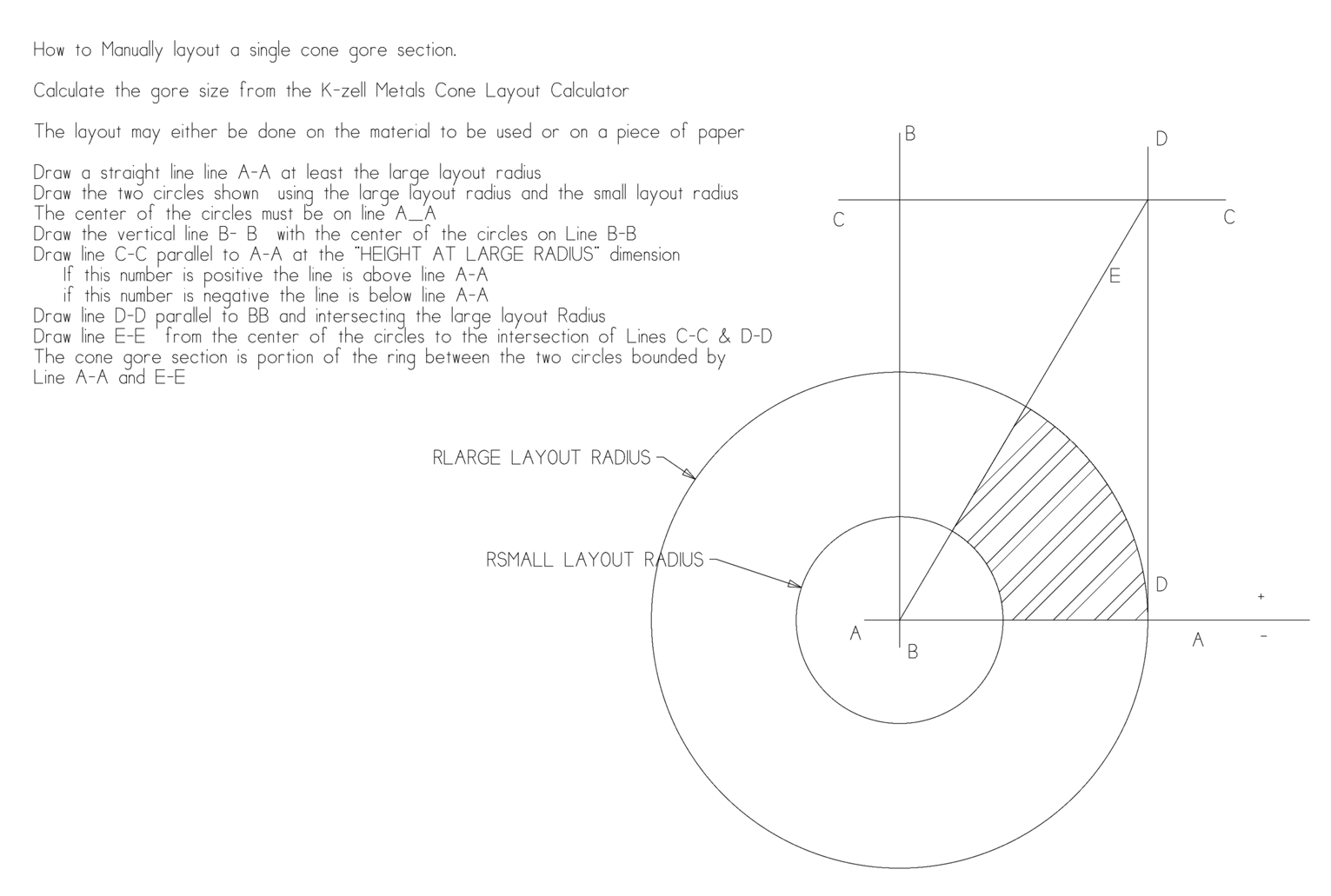
Cone Calculator Sheet Metal Flat Layout Formula K Zell Metals
Bend Allowance Calculator
About Y Factor And K Factor
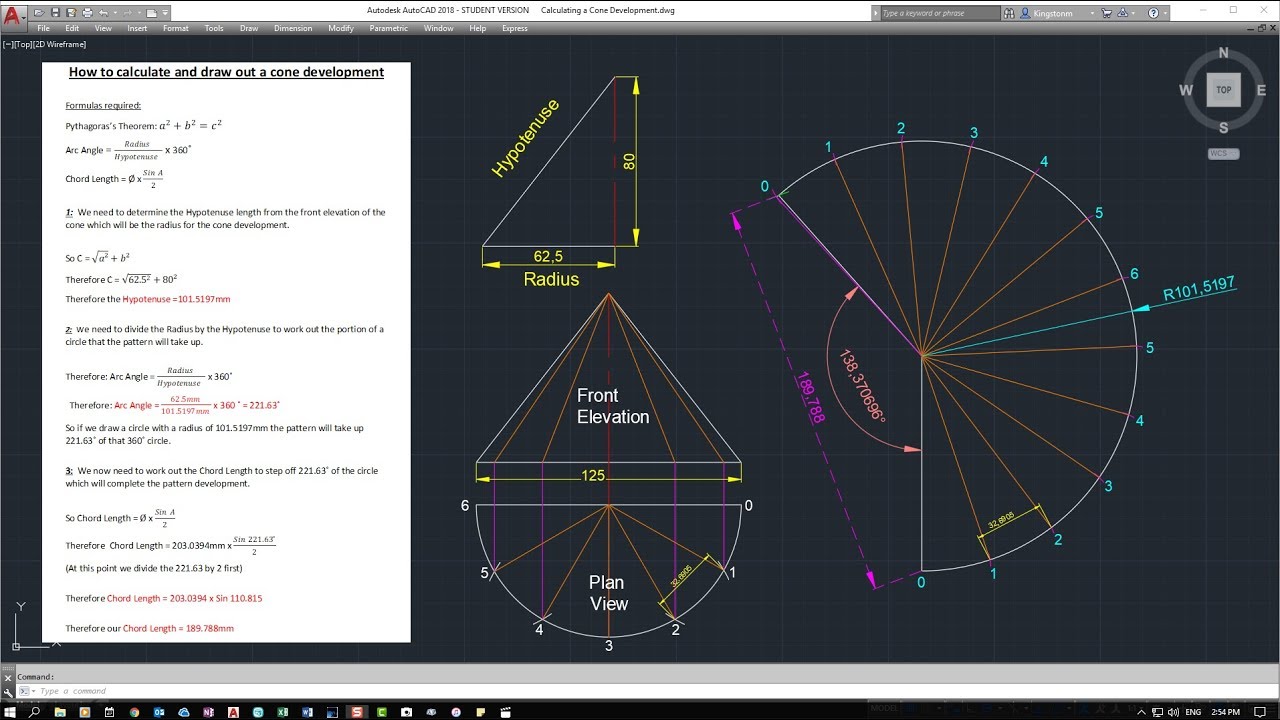
Calculating A Right Cone Pattern Development For Sheetmetal Fabrication Youtube
How To Drive Sheet Metal Parts Kb12121018 Driveworks Documentation
Https Oneplm Com Wp Content Uploads 2019 06 Siemens Plm Solid Edge Sheet Metal White Paper Pdf
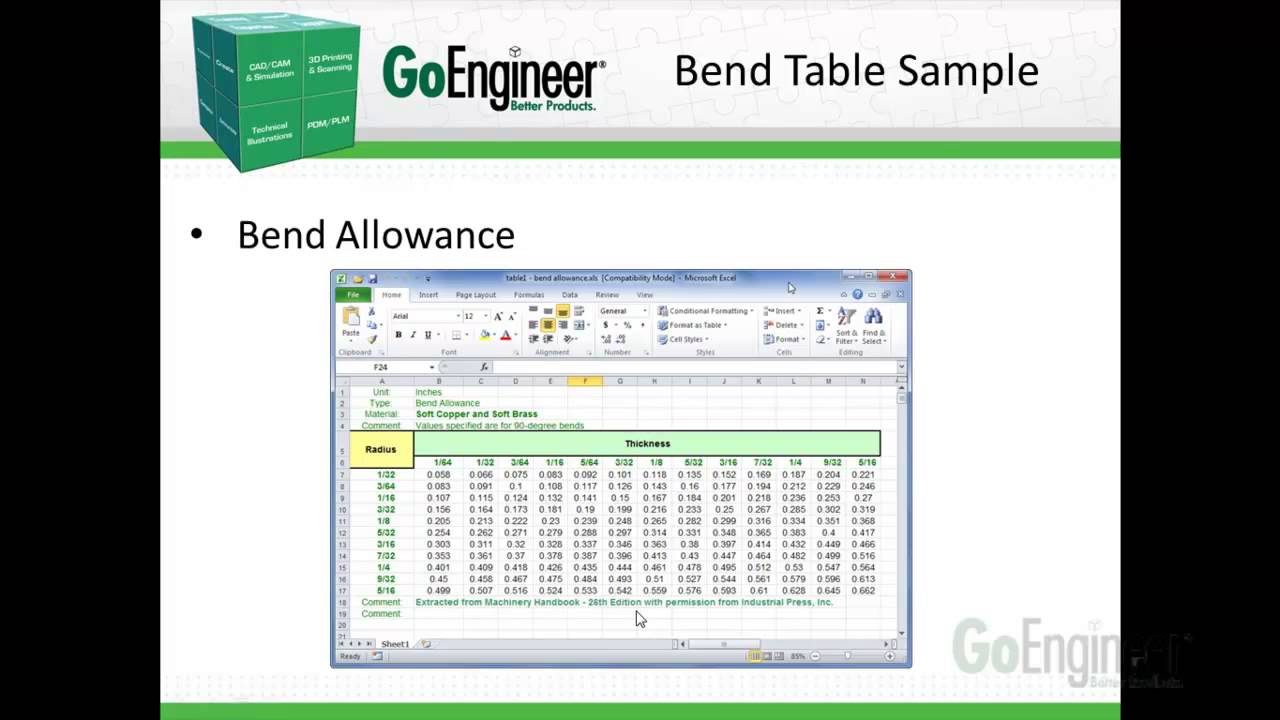
2018 Solidworks Help Bend Table

Sheet Metal Bending Is An Important Sheet Metal Manufacturing Process Accuracy Of The Finished Sheet Metal Bendin Sheet Metal Metal Design Metal Manufacturing

Sheet Metal K Factor Bend Allowance And Flat Length Calculations

This Construction Video Tutorial Is Based On Bar Bending Schedule For Rcc Beam From Bar Bending Schedule Beams Civil Engineering Design Reinforced Concrete
Solidworks Sheet Metal Bend Calculations Youtube

How To Calculate Development Length For A Pipe Or Tube Solidworks Tutorial Youtube

Bent Up Bars Were Considerably Used As Shear Reinforcement In Beams And Slabs From The First R C Developments In The Remote Slab Up Bar Structural Engineering
3

The Difference Between K Factor Bend Allowance And Bend Deduction In Solidworks Youtube

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Design

More About Development Length And Lap Length Architecture Admirers Reinforcement Concrete Design Lap

Working With Inventor Sheet Metal Styles

Sheet Metal K Factor What It Is How To Measure Youtube
Source : pinterest.com
